We’re excited to bring to the market our XD1+ Personal Dust Monitor as a connected dust monitor with the Reactec Ecosystem.
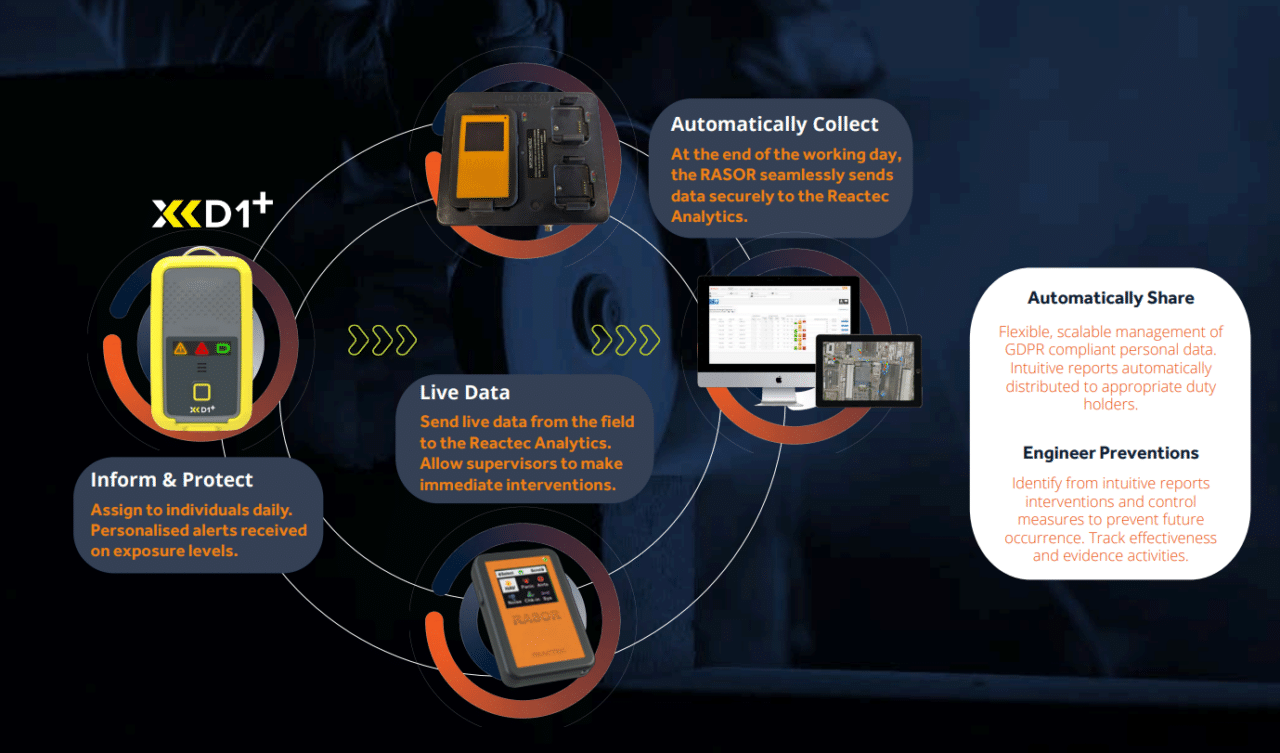
The Reactec Ecosystem for workplace exposure to hazards includes an IoT gateway, Reactec’s workplace wearable RASOR for secure data transmission, an RFID identity card to personalise the collected dust data and the cloud-based Reactec Analytics software for informative and automatic data dissemination.
RASOR is a communications gateway with integrated SIM and GPS technology to gather data seamlessly from the XD1+ and present it live, personalised and position tracked data to remote line managers via a browser.
Our XD1+ Personal Dust Monitor can be easily connected with RASOR in two different modes for both single worker use and for pairing a number of XD1+ devices to a RASOR connected in hub mode, allowing for flexibility when working, but still providing vital information of worker exposure which can be analysed and interrogated on Reactec’s Analytics platform.
By leveraging revolutionary real-time personal monitoring technology with location tracking, automatic data collection and powerful data analytics, employers can now control their worker’s exposure to harmful respirable dust like never before and reduce these occupational diseases thanks to connected XD1+ and Reactec Ecosystem.
Our guide below details the key modes of pairing XD1+ with Reactec’s Ecosystem, a run-through of how to connect your XD1+ in these different modes and the benefits of each type of connectivity.
A manufacturer of prestigious natural stone, Burlington Stone have quarried for over 200 years across the English Lake District, extracting and crafting a diverse range of signature British natural slate and stone products.
Individuals across their workforce are often exposed to hazardous substances, most notably airborne dust, including silica dust. Burlington Stone trialed two XD1+ devices on their site for a month to see how real-time, personal dust monitoring would improve their safety processes.
After the trial, we spoke to Health and Safety Manager, Peter Walker, about the success of the trial and some of the major benefits which Burlington Stone’s workforce found deploying XD1+ Personal Dust Monitors in their day-to-day processes.
You can read the full case study below.
With over 45 years of experience in the field of tunnelling, our partners, Timeco, are experts when it comes to tunnel boring machine (TBM), piling and foundation works, and other important activities involved in tunnelling. And when it comes to environmental monitoring for harsh tunnelling conditions, their partnership with Trolex has provided solutions to the entire tunnelling industry.
“We are satisfied with the 20+ years of cooperation with Trolex, as our official partner, because of the mutual trust in the innovative organisation and the reliability, user friendly
and durability of its products and solutions.” said Timeco, about the collaboration with Trolex to provide solutions to hazardous conditions in the tunnelling industry.
Trolex’s product range, provided to the tunnelling market in Europe by Timeco, includes a full range of dust monitoring technology, including AIR XD Dust Monitor and AIR XS Silica Monitor, as well as gas detection equipment, such as TX9165 Sentro 8 and TX6351-2 Sentro 1, detecting for a full range of hazardous gases.
Our AIR XS Silica Monitor, an innovative real-time respirable silica (RCS) monitoring device, has been deployed at a major railway operations project to monitor the levels of RCS which workers may be exposed to.
The Central Rail Systems Alliance (CRSA), an alliance between Network Rail, Balfour Beatty, AtkinsRéalis and TSO have been using an AIR XS unit to monitor the levels of RCS released when damaged rail tracks are replaced; when rail track is damaged or needs replacing, the ballast surrounding the track is disturbed and can release RCS. The AIR XS unit was supplied by our UK partners Sunbelt UK & Ireland.
The challenge faced by CRSA was to measure the level of RCS and accompanying dust being released into the atmosphere during the unearthing process of 425m rail and ascertain the level of risk associated for those working in the immediate and surrounding environments. The AIR XS unit was manoeuvred around the site in-line with project progress, so that working scenarios can be accurately represented in the data set.
Upon conclusion of the project, Madeline Dunn, the Health and Safety Advisor for CRSA praised the monitoring and recording capabilities of the AIR XS, saying “We have completed trials prior, however this is the only unit where it is measuring silica and not just general dust levels. We gained the knowledge that the exposure levels were actually higher than we anticipated with even low-level ballast disturbance.”
Thanks to the team at Sunbelt Rentals UK & Ireland for the in-depth case study which you can read in full here.
The connected XD1+ Personal Dust Monitor and Reactec cloud-based analytics platform has arrived. The Reactec Analytics platform brings exposure data from the XD1+ to life by delivering real-time updates from individual workers and tracking respirable data to determine where the highest concentration of harmful dust exists in your workplace.

With no filters, pumps, tubes, or replaceable parts, the XD1+ Personal Dust Monitor is one of the most compact, lightweight, and easy-to-use real-time personal dust monitors on the market. For such an accurate and reliable unit, it is also essential to be able to access and easily understand the data which the XD1+ is picking up, minute by minute.
Reactec’s cloud-based analytics platform brings XD1+ exposure data to life by delivering real-time updates from individual workers to remote supervisors, whilst tracking respirable data, to determine where the highest concentration of dust exists in your workplace.
With the support of Reactec’s ecosystem, the XD1+ is transformed into a connected, personalised dust monitoring device that shares invaluable data insight to key stakeholders and figureheads. The XD1+ is integrated into the Reactec ecosystem using the Reactec RASOR device as an IoT Gateway to Reactec’s powerful Analytics software.
By simply connecting your XD1+ unit to the Reactec Analytics platform you are able to:
If you want to find out more about how XD1+ can help keep your workers safe from harmful dust in the workplace, get in touch today to speak to one of our experts.
Launched in 2022, the AIR XS Silica Monitor isn’t like other silica monitors on the market. If you’ve been in the Health and Safety space, it’s likely you’ll know about Optical Particle Counter (OPC), also known as “light-scattering”; but our patented AIR XS isn’t just another OPC.
Unlike traditional Optical Particle Counters (OPCs) that rely on light scattering and interruptions to deduce particle size and quantity, the patented Optical Refraction Technology (ORT) used in the AIR XS shines a laser through each particle, capturing its refraction on multiple sensors.
In our blog below, we reference Pink Floyd’s 1973 album Dark Side of the Moon to explain one way to how ORT works. It’s not exact by any means but the refraction of the light coming out of the prism shows an example of how light refracts, similar to a crystalline particle.
If you’d like a more in-depth look at how real-time data can contribute to reducing instances of occupational silicosis, then be sure to check out check out our white paper: How real-time data could be the beginning of the end for occupational silicosis.
Otherwise, if you operate in challenging environments where you know RCS is present, and want to protect your workforce, then you can get in touch to request a demonstration with one of our experts or find a local approved distributor.
Silicosis is now the most common occupational lung disease in the world, with silica dust described as ‘the new asbestos’ due to the extreme threat it poses to human health.
Silica dust (respirable crystalline silica (RCS)) is extremely harmful to human health due to its physical and biological properties.
It affects around 50,000,000 workers in a wide variety of industries all around the world and prolonged exposure leads to silicosis and a wide range of other diseases, most of which are untreatable and often lead to long-term disability and/or death.
The potential for harm is even worse than that when you consider that asbestos is one of many different silica compounds and silica is the most proliferate mineral on earth; present in bricks, sand, stone, concrete, glass, cement and many other construction and building materials. 99% of deaths in occupational settings, are caused by the inhalation of dangerous particulates, with the other significant factor in this statistic being the extreme difficulty in monitoring in real-time for these killer particulates
It has never been possible to reliably detect and distinguish silica dust in real time in the real-world settings in which workers are exposed to it – until now.
The white paper looks at the background of silica exposure, the current methodologies employed to monitor it and the new technological advancement that has led to the development of a field-ready product for the first time in history.
Legislated limits of exposure have been tightening up in most major economies as the harm being caused becomes known, but reductions in limits and the implementation of these limits have been hampered by the lack of real-time accurate and reliable monitoring capability.
This technology has the potential to change the way industry, governments, businesses and workers themselves respond to the threat of RCS exposure in the workplace, and as such, it can be the beginning of the end for occupational silicosis. Not only does it improve health and safety outcomes for frontline workers, but it also reduces costs for businesses whilst giving them back control over their working environment.
Perhaps most importantly of all, it gives legislative bodies the tool they need to create and implement workplace exposure limits (WELs) that genuinely protect workers from harm, at a cost industry can bear, ending decades of debate over what the limits should be and how practicable it is for industry to meet them.
In 2020, the All-Party Parliamentary Group for Respiratory Health (APPG) issued the report “Silica, the next asbestos?”, which examined the disproportionate effect of silica dust to construction workers’ lives.
Since the publication of that report, the APPG were contacted by a number of experts on the subject matter, who highlighted the advances in risk reduction and the particularly promising rise of real-time dust and silica monitoring technology.
“Trolex believe that the most obvious and immediate benefit of real-time monitoring is in improving safety for those potentially exposed to silica in the workplace.”
The new, revised report, titled “Improving Silicosis Outcomes in the UK” also explored these new silicosis prevention strategies, including some input from Trolex on the subject matter. From this, the APPG raised several clinical and regulatory recommendations to protect workers from the dangers of occupational silicosis going forward.
“We recommend that the Health and Safety Executive (HSE) assesses and determines the data and technology needed to allow the UK to reduce the WEL for work with silica to 0.05mg/m3.”
The recommendations from the APPG’s report indicate a number of changes need to be made in order to improve safety across all UK industries which use silica. These recommendations focus on both ways to prevent exposure to dangerous Respirable Crystalline Silica (RCS) in the workplace, including improvements in education, real-time monitoring and reducing exposure limits, as well as improving health and support for those who currently suffer with silicosis.
“We recommend that the HSE actively considers and consults with industry on the positions of real-time monitoring to complement the hierarchy of control.”

In this exclusive interview with Trolex, Gordon Sommerville shares his first-hand experience of the dangers of silica exposure and what you can do to protect yourself and others from the dangers of silica dust.
“The only cure for dusty diseases at the moment is not to let dust get inside the body, which means in order for silica induced diseases to be classed as 100% preventable, awareness of the hazard throughout the exposed population is required.”
Gordon, now a retired stonemason, was diagnosed with silicosis in 2015. He started his career working in the construction industry after leaving school in 1976 and soon became a stonemason and builder to trade. In such an environment, working on projects both large and small throughout his career, dust was everywhere.
“No matter what type of work I was carrying out or who I was working for, daily dust was involved — and lots of it. I did not realise dust was making me ill but during my career there were little clues which should have raised a red flag.”
Gordon’s aim in sharing his story is to inform, educate and highlight the dangers of exposure to silica dust and to give advice to individuals who work in similar industries on how to avoid the issues that he now faces as a result of silicosis.



The effects of silicosis in the stone industry is not an unknown issue.
But to what extent are stone workers aware of this issue? Are the specific causes of silicosis in the stone industry common knowledge?
A scientific report from nature.com highlights the difference between engineered stone and natural stone, in relation to their silica content, shedding some light on where the cause of silicosis could lie in the stone industry.

Silicosis is one of the most dangerous respirable lung diseases in the workplace, especially when exposure to harmful silica dust is a common occurrence, such as in the stone industry.
It is estimated that globally, 40 to 50 million workers are exposed to silica dust in the workplace.
The Natural Stone Institute guide to awareness and prevention of silicosis determines that exposure to respirable crystalline silica (RCS), specifically in the stone industry comes from cutting or grinding materials, most commonly which contain quartz, is composed of silica dust.

The purpose of the study from nature.com was to see, in relation to RCS, what the most threatening scenario was for worker’s health, in real time, when working with different compositions of stone.
In the study, 12 engineered stones were assessed against three natural stones – white marble, white granites and black granites. By dry-cutting all stones, silica dust was captured in a closed environment and subjected to various assays to determine both chemical and physical properties.
The 12 engineered stones’ silica content varied from one another, and the total RCS content made up of quartz and cristobalite ranged from 70.4% to 90.9%. By comparison, the natural stone’s silica content ranged from 3.5% to 30.1%, marking a clear difference.
As well as this, the dry-cutting of engineered stone generated finer RCS particles with one engineered stone having an average size of as little as 190 nanometres, meaning it could reach deeper in the lungs, in turn causing more damage. Contrastingly, the smallest average particle size of the natural stone was black granite, with an average size of 503 nanometres.
The results of this study concluded that silica dust emissions from engineered stones had a much higher concentration of quartz and cristobalite, therefore having a higher silica content and subsequently more damaging impact on respiratory health.

Ultimately, the report concluded that the higher the silica content of the stone, as well as the smaller size of RCS particles, the more dangerous it is to respirable health.
The Natural Stone Institute conclude in their guide to occupational silicosis that there is no cure for silicosis; however, “with the proper equipment, training, vigilance and continual monitoring, you and your shop floor can be free of the dangers”.
Being aware that harmful silica dust is higher within engineered stone, compared to natural stone, and by monitoring for this, as well as using correct respirable protective equipment (RPE) when working with engineered stone, it allows for correct precautions to be taken to avoid silicosis.
We’ve developed the world’s first real-time silica monitor, the AIR XS Silica Monitor, and, along with other health and safety controls, this is one of the tools that will help to prevent occupational silicosis for those exposed to harmful silica dust in the workplace.
If you’d like to learn more about our AIR XS, and specifically how it can help your safety processes to keep your workers safe from fatal occupational lung diseases, then complete the get in touch to arrange a call with one of our experts today.